システムアーキテクト 2022年 午後1 問02
品質管理システムの構築に関する次の記述を読んで、設問1~3に答えよ。
D社は、スーパーマーケットなどの小売店向けの弁当、総菜の製造及び販売を行うメーカである。このたび、品質管理の効率化を図るため、品質管理システム(以下、新システムという)を構築することになった。
〔製造から出荷までの流れ〕
D社の製品は、仕込、加熱、冷却、包装という工程を経て完成する。各工程に対して、原材料や前工程で製造された仕掛品の投入を行う。仕込から冷却までの工程では仕掛品を製造し、最後の包装工程では製品を製造する。それぞれの原材料、仕掛品、製品を品目と呼ぶ。原材料や仕掛品は工程に投入され、異なる品目の仕掛品や製品が製造される。出荷は1日に3回行い、その単位を便と呼ぶ。その便で出荷する全ての製品を製造し、品質管理規定に従った最終確認を行った後に、出荷を開始する。
〔現行の製造及び品質管理の概要〕
D社では、品質検査担当者(以下、検査担当者という)が各工程で製造された仕掛品及び製品の品質検査を行っている。あらかじめ定められた検査基準に基づき、仕掛品及び製品の製造後の状態や異常の有無を、検査用の機器や目視確認などによって検査する。
現在の品質検査実施準備から出荷前承認までの各業務は、次のとおりである。
(ア) 品質検査実施準備
品質検査責任者(以下、検査責任者という)は各品目の品質検査における検査基準を定める。D社では複数の検査担当者が従事しており、曜日、便、及び品目ごとに検査担当者を1人ずつ割り当てている。しかし、特定の製造日と便における検査担当者の都合などによって、担当する一部又は全部の品目の品質検査を実施できない場合がある。その場合、検査責任者はその製造日、便の製造指示が出る直前に、品目ごとに他の検査担当者への変更を行う。
検査担当者は、検査結果記入用の帳票(以下、品質記録票という)を品質検査の各実施場所に持参する。品質記録票は品目ごとに作成し、1枚に複数回の検査結果を記入する。
(イ) 製造指示作成
製造管理システムが、各品目の製造すべき数を算出し、製造日、便ごとの製造開始までに、自動で製造指示を作成する。通常、必要な数を複数回に分けて製造する。1回で製造する品目のまとまりをロットと呼び、ロットNo.と呼ぶ連番を付番する。
製造指示は、製造日便、品目、ロットNo.の組合せで一意となる。
(ウ) 製造実績入力
製造担当者はロットごとに製造を行い、直ちにその実績を製造管理システムに入力する。さらに製造管理システムから製造日、便、品目コード、品目名称、ロットNo.、製造完了日時を記載したラベルを出力し、ロットを運搬する容器に貼付した上で、検査担当者に渡す。
(エ) 品質檢查
検査担当者は、受け取った全てのロットに対して製造完了日時が古い順にロットの品質検査を実施し、ロットごとの検査結果を1回分の実績として品質記録票に記入する。品質検査のうち、製品の品質検査を製品検査という。検査の結果によって、次のいずれかの対応を行う。
(a) 合格:
品質検査結果に問題がない場合、検査担当者は品質記録票に合格となった旨を記入し、合格したロットを、仕掛品の場合は次工程の製造担当者に、製品の場合は出荷担当者に渡す。
(b) 不合格:
品質検査結果に問題がある場合、品質記録票に不合格になった旨を記入し、製造担当者に通知する。不合格になったロットは以降の製造には使用しない。製造担当者は直ちに、製造管理システムで、不合格になったロットと同じ製造指示数で新たなロットNo.の製造指示を作成し、追加製造を行う。
なお、加熱工程以降の製造指示を作成した場合、前工程の製造指示も自動で作成される。
(オ) 製品検査完了確認
製品検査を担当する検査担当者は、検査責任者に製品検査が完了した旨を報告するために、その便で担当する全ての製品の製品検査が終わった時に、製品ごとに、品質記録票の合格数の合計と、製造管理システムが製造開始までに自動で作成した製造指示数の合計が一致することを確認する。
(カ) 製品檢查完了報告
製品検査を担当する検査担当者は、製品検査の実施場所から電話などを用い、製品検査完了確認を実施した旨を事務所の検査責任者に報告する。
(キ) 出荷前承認
検査責任者は、その製造日、便において、製造すべき製品の製品検査を担当する全ての検査担当者から、製品検査完了報告を事務所で受け、製品検査が完了したことを確認する。加えて、品質管理規定に従い、製造設備の異常有無、従業員の衛生チェック結果など、各部署からの報告に基づいた最終確認を行った上で、出荷前承認記録票に承認日時と承認者を記録する。
〔新システムへの要望〕
新システムを構築するに当たり、検査責任者から次のような要望が出された。
・検査担当者が品質検査指示に基づいて品質検査を実施し、品質検査結果を入力する仕組みとしたい。
・検査担当者の変更時に、変更する製造日、便における各検査担当者の作業負荷を確認したい。そのために、作業負荷の目安となる品質検査の実施見込回数(以下、見込回数という)を参照したい。このとき、変更元となる検査担当者については品目ごと、変更先の検査担当者については検査担当者ごとの見込回数を参照したい。品目ごとの品質検査の回数には曜日、便ごとの傾向がある。また、不合格による追加製造も毎日ある程度発生する。そのため、見込回数は、変更する製造日の前週の同じ曜日、かつ同じ便の、不合格による追加製造分も含めた品質検査の実績回数とする。
・品質検査の実績の中で他の検査担当者への変更が行われていた場合でも、変更前の検査担当者の割当てに従って集計してほしい。
なお、検査担当者の変更は製造日当日にも発生することがあるので、検査担当者変更の登録は製造指示が出る直前に行う。一度変更した検査担当者の内容は、再度変更しない。
・品質記録票や出荷前承認記録票を廃止し、加えて、製品検査の完了状況を事務所でもすぐに参照できるようにすることで、品質検査実施準備から出荷前承認までの業務を効率化したい。
〔新システムの設計〕
新システムへの要望を踏まえ、新システムの設計を行った。
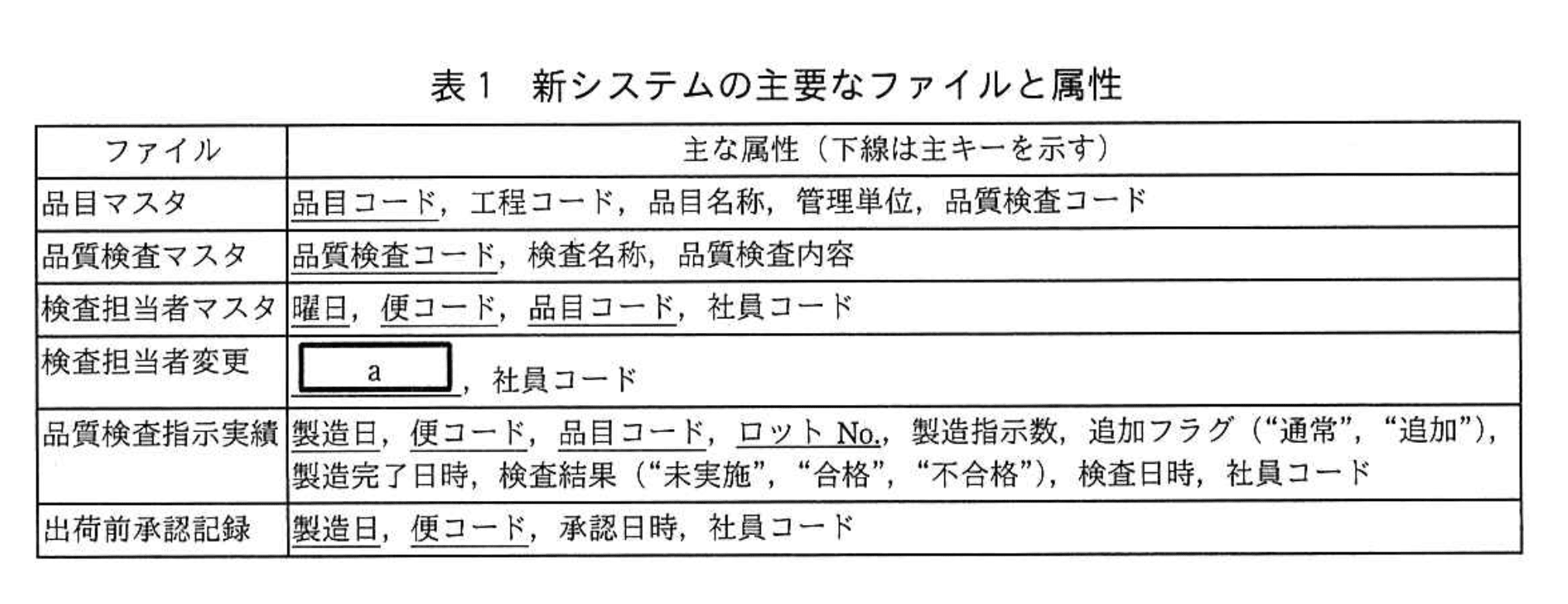
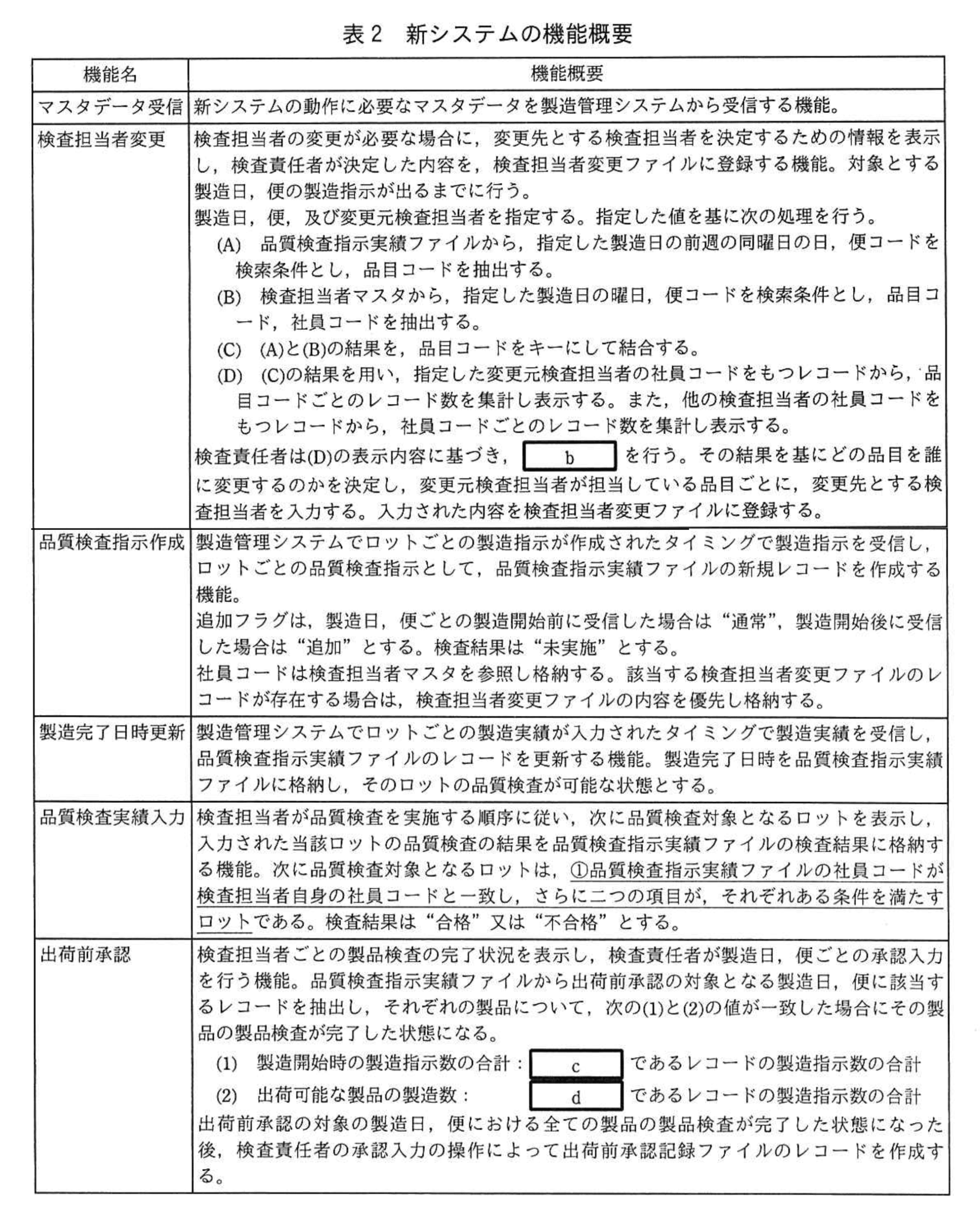
品質検査の実施場所と事務所の両方にPCを設置し、新システムに接続する。新システムの主要なファイルと属性を表1に、機能概要を表2に示す。
設問1:検査担当者変更機能、及び品質検査指示作成機能について、(1)~(3)に答えよ。
(1)表1中の検査担当者変更ファイルの(a)に入れる、主キーとなる属性を全て答えよ。
模範解答
a:製造日、便コード、品目コード
解説
解答の論理構成
- 変更ファイルの目的を確認
【問題文】「変更元検査担当者が担当している品目ごとに、変更先とする検査担当者を入力する」とあり、変更単位は品目です。 - 一度しか登録されない条件を確認
【問題文】「一度変更した検査担当者の内容は、再度変更しない」ため、同じ製造日・便・品目で重複レコードはありません。 - 日時と便でロット群を特定
品目が作業負荷集計や品質検査指示と結び付く最小単位であり、便は【問題文】「出荷は1日に3回行い、その単位を便と呼ぶ」により同日の区分キーとなります。 - 社員コードは非キー
“誰に変更したか”は属性で保持するだけで、一意性には寄与しないため主キーから除外します。 - よって主キー候補は「製造日」「便コード」「品目コード」となり、これが(a)に入るべき全属性です。
誤りやすいポイント
- 社員コードを主キーに含めてしまう
→ 同じ品目を別社員に再変更しない前提があるため不要です。 - ロットNo.を入れたくなる
→ 変更はロット単位ではなく品目単位で行われます。 - 製造日を省いてしまう
→ 週間で同じ便・品目が繰り返し製造されるため日付を外すと重複します。
FAQ
Q: 便コードが主キーに必須なのはなぜですか?
A: 同一日の異なる便で同じ品目を作る場合があり、その片方だけ担当者を変更するケースを識別するためです。
A: 同一日の異なる便で同じ品目を作る場合があり、その片方だけ担当者を変更するケースを識別するためです。
Q: 変更が当日に行われる場合でも主キーは変わりませんか?
A: はい。変更登録のタイミングにかかわらず“一意に識別すべき事象”は製造日・便コード・品目コードの組です。
A: はい。変更登録のタイミングにかかわらず“一意に識別すべき事象”は製造日・便コード・品目コードの組です。
Q: 品目コードだけではいけませんか?
A: 同じ品目でも製造日や便が異なれば別レコードとなるため、品目コード単独では重複を防げません。
A: 同じ品目でも製造日や便が異なれば別レコードとなるため、品目コード単独では重複を防げません。
関連キーワード: 主キー設計、正規化、参照整合性、ファイル設計
設問1:検査担当者変更機能、及び品質検査指示作成機能について、(1)~(3)に答えよ。
(2)表2中のbに入れる適切な字句を20字以内で述べよ。
模範解答
b:各検査担当者の作業負荷の確認
解説
解答の論理構成
- 要件の抽出
【問題文】「検査担当者の変更時に、変更する製造日、便における各検査担当者の作業負荷を確認したい」とあるので、変更操作の前提は“作業負荷確認”です。 - 機能仕様の対応箇所
表2「検査担当者変更」機能の (D) で負荷指標を表示後、「検査責任者は(D)の表示内容に基づき、(b)を行う」と続きます。ここで (b) は表示結果を見て行う行為=“作業負荷の確認”だと分かります。 - 20 字以内での要約
原文キーワード「作業負荷を確認」を主体に据え、「各検査担当者」の範囲を補い「各検査担当者の作業負荷の確認」(17 文字)とすることで、要求・動作を過不足なく表現できます。
誤りやすいポイント
- (D) の集計表示そのものを答えてしまい「見込回数の集計」などと書くと“確認”という動作が抜ける。
- 「負荷調整」「担当者振分」など意訳し過ぎて原文「作業負荷を確認」が欠落すると減点対象。
- 20 字制限を意識するあまり意味を削り「作業負荷確認」だけにすると“各検査担当者”の範囲が抜ける。
FAQ
Q: “作業負荷”とは具体的に何を指しますか?
A: 【問題文】では「品質検査の実施見込回数」を負荷の目安とし、品目単位または社員コード単位で集計した回数を示します。
A: 【問題文】では「品質検査の実施見込回数」を負荷の目安とし、品目単位または社員コード単位で集計した回数を示します。
Q: (b) の操作後に検査責任者が行う入力は何を登録しますか?
A: “変更元”品目ごとに“変更先”検査担当者を決定し、その内容を「検査担当者変更ファイル」に登録します。
A: “変更元”品目ごとに“変更先”検査担当者を決定し、その内容を「検査担当者変更ファイル」に登録します。
関連キーワード: 作業負荷、マスタ結合、集計処理、ユーザインタフェース
設問1:検査担当者変更機能、及び品質検査指示作成機能について、(1)~(3)に答えよ。
(3)社員コードを、表2中の(A)で品質検査指示実績ファイルから抽出せずに、表2中の(B)で検査担当者マスタから抽出している理由を、新システムへの要望を踏まえて30字以内で述べよ。
模範解答
変更前の検査担当者の割当てに従って集計するから
解説
解答の論理構成
- 要望の把握
- 【問題文】新システムへの要望
「品質検査の実績の中で他の検査担当者への変更が行われていた場合でも、変更前の検査担当者の割当てに従って集計してほしい。」
ここで“変更前”というキーワードが強調されている。
- 【問題文】新システムへの要望
- 変更後データが書き込まれる箇所
- 表2「品質検査指示作成」機能説明
「該当する検査担当者変更ファイルのレコードが存在する場合は、検査担当者変更ファイルの内容を優先し格納する。」
→ 品質検査指示実績ファイルには“変更後”の社員コードが入る。
- 表2「品質検査指示作成」機能説明
- 変更前担当者を取得できる唯一の情報源
- 表1「検査担当者マスタ」には曜日・便・品目別の元々の担当が保持される。
- したがって、見込回数算出には検査担当者マスタから社員コードを抽出する必要がある。
- 結論
- 実績ファイル(A)では“変更後”が混在し要望を満たせない。
- “変更前”を保持する検査担当者マスタ(B)を使う必然性が導かれる。
誤りやすいポイント
- 実績ファイルには“変更前”と“変更後”が両方残ると誤解し、Aで社員コードを取得しても問題ないと判断する。
- 「変更は製造日当日にしか行われないから実績抽出でも時系列で判別できる」と考え、マスタ参照の必要性を見落とす。
- 見込回数=実績回数だから“実績ファイルを使うもの”と思い込み、要望を読み落とす。
FAQ
Q: 品質検査指示実績ファイルに“変更前”の社員コードを残す設計では駄目なのですか?
A: 実績ファイルの主目的は実運用に即した最新担当者の管理であり、変更後を即時反映する方が業務効率を高められるためです。変更前での集計はマスタで担保する設計が選ばれています。
A: 実績ファイルの主目的は実運用に即した最新担当者の管理であり、変更後を即時反映する方が業務効率を高められるためです。変更前での集計はマスタで担保する設計が選ばれています。
Q: 変更元担当者の見込回数を品目ごとに集計する理由は?
A: 要望に「変更元となる検査担当者については品目ごと…」とあり、元の担当者が“どの品目をどれだけ抱えているか”を把握するためです。品目単位で検査作業量が異なる実態に合わせています。
A: 要望に「変更元となる検査担当者については品目ごと…」とあり、元の担当者が“どの品目をどれだけ抱えているか”を把握するためです。品目単位で検査作業量が異なる実態に合わせています。
Q: 見込回数に追加製造を含めるのはなぜ?
A: 「不合格による追加製造も毎日ある程度発生する」ため、実際の負荷を正確に反映する目的です。追加分を除外すると担当者の負荷を過小評価してしまいます。
A: 「不合格による追加製造も毎日ある程度発生する」ため、実際の負荷を正確に反映する目的です。追加分を除外すると担当者の負荷を過小評価してしまいます。
関連キーワード: マスタ参照、集計要件、担当者変更、実績データ、ワークロード評価
設問2:
表2中の下線①における条件の対象となる二つの項目を、表1中の属性の中から答えよ。また、それぞれの項目が満たすべき条件を15字以内で述べよ。
模範解答
①:項目:製造完了日時
条件:最も古いこと
②:項目:検査結果
条件:“未実施”であること
解説
解答の論理構成
- 【問題文】品質検査実績入力の説明に「次に品質検査対象となるロットは、①品質検査指示実績ファイルの社員コードが検査担当者自身の社員コードと一致し、さらに二つの項目が、それぞれある条件を満たすロット」とある。
- ここで「検査担当者自身の社員コード」は既に前提条件なので、残る「二つの項目」を明示する必要がある。
- 作業手順の原則は【問題文】(エ)「製造完了日時が古い順にロットの品質検査を実施し」と記載。したがって一つ目の項目は表1「製造完了日時」であり、条件は「最も古いこと」。
- 次に検査対象ロットは検査未実施でなければならない。同じく表1に「検査結果("未実施"、"合格"、"不合格")」と列挙されている。よって二つ目の項目は「検査結果」、条件は“未実施”であること。
- 以上より模範解答と一致する。
誤りやすいポイント
- 「製造完了日時」ではなく「製造指示数」など数量系属性を選んでしまう
- 条件を「最新」や「新しい順」と逆に書く
- “未実施”を「未検査」「未完了」などに置き換えてしまい、原文を逸脱する
- 社員コードの一致を“二つの項目”の一つに数えてしまう
FAQ
Q: すでに “合格” や “不合格” が入ったロットが画面に出てこない理由は?
A: 表示条件の二つ目が「検査結果」が“未実施”であることだからです。既に結果が設定されたロットは対象外になります。
A: 表示条件の二つ目が「検査結果」が“未実施”であることだからです。既に結果が設定されたロットは対象外になります。
Q: 時間が同じロットが複数ある場合の順序は?
A: 問題文には追加規定がなく、実装では連番やロットNo.などで決定すると考えられますが、設問の解答範囲外です。
A: 問題文には追加規定がなく、実装では連番やロットNo.などで決定すると考えられますが、設問の解答範囲外です。
Q: “未実施” は半角か全角かで採点に影響しますか?
A: 原文が「"未実施"」と全角文字で提示されているため、答案でも同一表記が求められます。
A: 原文が「"未実施"」と全角文字で提示されているため、答案でも同一表記が求められます。
関連キーワード: 主キー、ステータス管理、ロット順序、ファイル設計、データ抽出
設問3:出荷前承認機能について、(1)~(3)に答えよ。
(1)〔現行の製造及び品質管理の概要〕の(ア)〜(キ)までの業務のうち、新システムでは不要となる業務が二つある。不要となる業務を(ア)〜(キ)の記号で二つ答えよ。また、その理由を30字以内で述べよ。
模範解答
業務:(オ)、(カ)
理由:検査責任者が直接、製品検査の完了状況を確認できるから
解説
解答の論理構成
- 現行業務の内容を確認
・(オ)では「品質記録票の合格数の合計と、製造管理システムが…製造指示数の合計が一致することを確認」し、完了報告準備を行う。
・(カ)では「電話などを用い、…事務所の検査責任者に報告」している。 - 新システムの要望を整理
「品質記録票や出荷前承認記録票を廃止し、加えて、製品検査の完了状況を事務所でもすぐに参照できるようにする」と明記。 - 新機能の提供内容
表2「出荷前承認」機能は「検査担当者ごとの製品検査の完了状況を表示」し、検査責任者が画面から直接承認できる。 - 業務の重複を判断
画面により自動集計・可視化がされるため、(オ)の手作業確認と(カ)の電話連絡は役割を失う。 - したがって不要業務は (オ) と (カ) である。
誤りやすいポイント
- (キ) 出荷前承認と混同し、承認そのものが不要と勘違いする。承認は新システムでも必要。
- (ア) 品質検査実施準備を削除対象に挙げてしまう。検査担当者変更機能で依然として準備が必要。
- 「帳票廃止=全業務廃止」と短絡し、(オ) だけを選択してしまう。
FAQ
Q: なぜ帳票廃止だけでなく電話連絡も不要になるのですか?
A: 表2「出荷前承認」機能が検査担当者ごとの完了状況をリアルタイム表示するため、事務所側は自席で確認でき、連絡手段としての電話が不要になるためです。
A: 表2「出荷前承認」機能が検査担当者ごとの完了状況をリアルタイム表示するため、事務所側は自席で確認でき、連絡手段としての電話が不要になるためです。
Q: (キ) 出荷前承認は残るのですか?
A: はい。画面上で「承認入力」を行い「出荷前承認記録」ファイルに登録する作業は引き続き必要です。
A: はい。画面上で「承認入力」を行い「出荷前承認記録」ファイルに登録する作業は引き続き必要です。
Q: 新システムでも検査担当者は合否判定を行いますか?
A: 行います。判定結果は「品質検査指示実績」ファイルに“合格”“不合格”として入力します。
A: 行います。判定結果は「品質検査指示実績」ファイルに“合格”“不合格”として入力します。
関連キーワード: ワークフロー最適化、リアルタイム共有、帳票廃止、承認プロセス
設問3:出荷前承認機能について、(1)~(3)に答えよ。
(2)表2中の(c)、(d)に入れる抽出条件を、表1中の属性を用いて15字以内で述べよ
模範解答
c:追加フラグが“通常”
d:検査結果が“合格”
解説
解答の論理構成
- 出荷前承認機能の(1)は「製造開始時の製造指示数の合計」であり、初回指示だけを集計する。
- 【品質検査指示作成】
“追加フラグは、製造日、便ごとの製造開始前に受信した場合は“通常”、製造開始後に受信した場合は“追加”とする。”
→ よって条件 (c) は “追加フラグが“通常”” となる。
- 【品質検査指示作成】
- (2) は「出荷可能な製品の製造数」であり、検査に合格したロットだけを数える。
- 【品質検査実績入力】
“検査結果は“合格”又は“不合格”とする。”
→ 出荷できるのは “合格” のみ。よって条件 (d) は “検査結果が“合格””。
- 【品質検査実績入力】
- 以上より、表2 の (c)(d) に入る抽出条件は指定のとおりとなる。
誤りやすいポイント
- “追加フラグ”を「追加」と勘違いし、初回指示まで除外してしまう。
- “未実施”を含めたまま合計し、製品検査が終わっていないロットを集計してしまう。
- “追加フラグ”を持たない他ファイルに条件を付けようとして迷う。
- “合格”を “○” や “True” など他表記に置き換え、原文の表記ゆれで減点される。
FAQ
Q: “追加フラグ”で“通常”と“追加”が付くタイミングはいつですか?
A: 【品質検査指示作成】にあるように“製造開始前”の受信が“通常”、それ以降の受信が“追加”です。
A: 【品質検査指示作成】にあるように“製造開始前”の受信が“通常”、それ以降の受信が“追加”です。
Q: 不合格ロットを再製造した場合、(c) と (d) の集計に影響しますか?
A: 再製造は“追加”として扱われるため (c) には含まれず、合格すれば (d) に含まれます。
A: 再製造は“追加”として扱われるため (c) には含まれず、合格すれば (d) に含まれます。
Q: “未実施”ロットが残っている場合でも出荷前承認できますか?
A: できません。“未実施”は (d) の条件に合致せず、製品検査完了と判定されないからです。
A: できません。“未実施”は (d) の条件に合致せず、製品検査完了と判定されないからです。
関連キーワード: 追加フラグ、検査結果、出荷前承認、集計条件
設問3:出荷前承認機能について、(1)~(3)に答えよ。
(3)製品検査の完了後、承認入力の操作を必須とした理由は二つある。一つは出荷前承認記録ファイルのレコードを作成し出荷前承認の記録を残すためである。もう一つの理由を35字以内で述べよ。
模範解答
出荷前承認には、各部署からの報告に基づいた最終確認が必要だから
解説
解答の論理構成
- 問題文の事実確認
- (キ)には「品質管理規定に従い、製造設備の異常有無、従業員の衛生チェック結果など、各部署からの報告に基づいた最終確認を行った上で、出荷前承認記録票に承認日時と承認者を記録する」とある。
- 承認入力の役割
- 出荷前承認記録ファイルに“記録”を残すだけでは、自動入力で済んでしまい、最終確認を人が行った事実が保証されない。
- 必須操作にする必然性
- 検査責任者が最終確認を終えたタイミングで「承認入力」を行うことで、(1) 最終確認が完了したことを宣言し、(2) 承認日時・承認者を同時に記録できる。
- したがって、もう一つの理由は「最終確認の実施を確実化するため」と導ける。
誤りやすいポイント
- 「品質検査の完了確認」と「最終確認」を混同し、出荷前承認=検査完了の集計とだけ考えてしまう。
- 承認入力を“ログ生成のため”とだけ捉え、実務上の責任の所在確定という観点を落とす。
- 最終確認の内容を“製品検査の再確認”と誤解し、設備・衛生など他部署の報告を含むことを見逃す。
FAQ
Q: 承認入力を自動化せず手動にしているのはなぜですか?
A: 手動入力にすることで、(キ)にある「各部署からの報告に基づいた最終確認」を検査責任者が実際に行ったことを担保できます。
A: 手動入力にすることで、(キ)にある「各部署からの報告に基づいた最終確認」を検査責任者が実際に行ったことを担保できます。
Q: 品質検査指示実績ファイルの合計一致で自動承認にできませんか?
A: 製品検査の数的完了は確認できますが、設備異常や衛生状態など数値化できない最終確認事項が残るため、自動承認は不適切です。
A: 製品検査の数的完了は確認できますが、設備異常や衛生状態など数値化できない最終確認事項が残るため、自動承認は不適切です。
関連キーワード: ワークフロー、承認プロセス、トレーサビリティ、内部統制